Switch design characteristics
The following are only brief notes. At present I do not have the technical data to assess these in more detail. These are simply notes to give a brief introduction to alternatives.
For individual switch functions such as alternate action, see switch operating functions.
Contents
- Sensing
- Encoding
- Illumination
- Force and feedback
- Shell
- Mounting
- Angle
- Terminals
- Travel
- Plunger
- Reference material
Sensing
The vast majority of keyboards can be divided into two categories: conductive and contactless. The majority of keyboards in existence rely on some means of physically switching electrical current to detect keypresses; this is true of most rubber dome and membrane keyboards, as well as mechanical keyboards. Contactless keyboards are still electronic, but no physical switching occurs.
Most keyboards function as an arrangement of pushbutton switches. The switch contacts may be solid metal, or they can be screen printed onto thin plastic sheets. Such keyboards all share a particular characteristic: they cannot switch current cleanly. Physical switch contacts (be they sprung metal or plastic membranes) will rebound after they make contact, and it takes a small fraction of a second for the contacts to settle into their closed position. This behaviour is described as “contact bounce”, and it typically lasts no more than 20 milliseconds, with reed switches coming in around 2 milliseconds with their smaller contacts and subtle and gentle contact operation.
Without special processing, contact bounce will cause a single keystroke to be detected as a series of brief pulses before the switch remains in closed position until it is intentionally released. “De-bouncing” is the process of dealing with contact bounce such that the keyboard, keyboard or control panel only reports when a switch is actuated after the contact bounce has completed. Contact bounce has not generally posed a problem in decades in correctly-designed products, but as switches age or fail, the degree of bounce can exceed design tolerances and cause a single keystroke to register multiple times in rapid succession. This failure mode is referred to as “chatter”, although in Japanese that term (spelt as “チャッタ”) refers to bounce.
By 1970, Cherry had introduced a keyboard design with electronic circuitry capable of handling de-bouncing, as likely had Clare-Pendar and Datanetics. However, in the 1960s and even into the 1970s, contact bounce was considered a significant challenge when using logic circuitry (such as transistor-transistor logic, or TTL). This led keyboard manufacturers to find ways to detect keystrokes without the need for physical switch contacts. Micro Switch adopted reed switches for keyboards in 1966 (with KB), but shortly afterwards in 1968 they introduced solid-state contactless switches based on Hall effect (SW series). Licon followed with ferrite core inductive switching by 1970, and RAFI introduced their magnetoresistive solid-state switches around the same time. Mechanical Enterprises opted to stay with conductive switching to keep costs down, but replaced the solid metal contacts with a flexible mercury-filled tube that would be pinched closed when the switch was released; their Mercutronic keyboard switches appear to have been on the market in 1969.
Micro Switch PB series included pushbutton switch units with integrated contact buffers: flip-flop–based circuits paired with NO+NC switches to render the contact bounce undetectable. Such an approach will only work with switches that have both normally-open and normally-closed contacts.
US patent 3882337 “Hall plate contact-less operator and method of its adjustment”, filed by RAFI in November 1973 for their RC 72 Hall effect switches, notes the following:
It is known that such contact-less switches, compared with such switches having mechanical contacts, have particularly advantageous characteristics, essentially chatter-free contact performance, long life, a transfer characteristic which remains constant resistance, to humidity and vibration, a high number of switching actuations in its life expectancy and low operating force.
These characteristics are particularly important in switches, whereby the following additional conditions are set: Reproduceability of the switching point, high switching exactness, and a switching speed which is independent of the operation of the switching-pushrod.
Friction
The type of sensing implemented has implications for how much friction exists when pressing a key, as does the type of tactile feedback used. Mechanical switching techniques often involve the plunger pushing the switch contacts together or apart, resulting in the plunger rubbing against one of the switch contacts. The amount of friction that results is generally not a concern, but poor manufacturing standards can result in an audible scraping sound when pressing keys, especially keys that are pressed more slowly. Cherry’s manufacturing standards for their MX Series declined over time, resulting in distracting noise from their linear and tactile models. Supposedly, retooling and improved switch design has alleviated this problem since; clones of MX switches from companies such as Gateron have demonstrated that this style of switch can be very smooth in operation.
One of the worst affected switches for unwanted friction is Cherry ML, which appears to be severely scratchy by design. Lubrication between the plunger and switch contacts can help, although Cherry appear not to have used any lubrication with ML, although their earlier M9 switches could be supplied with such lubricant. Application of aftermarket lubricant to quieten and smoothen switch operation is a popular exercise undertaken by keyboard enthusiasts.
By comparison, contactless sensing techniques such as inductive, Hall effect and optical are all smoother. Reed switches, where the contacts are operated magnetically, are also smoother than switches with exposed contacts. A certain degree of friction, between the plunger and the switch body, is inevitable, but the difference between contact-based switches and contactless and reed switches can be quite significant. Contact-based switches with snap action operation are also smoother as the switch contacts flip between states rather than move gradually under pressure. Modern gamer-orientated Hall effect and optical keyboards have been found to be amongst the smoothest-feeling keyboards ever manufactured.
Encoding
Encoding switches self-encode their identity, such as the ASCII code representing the character typed. Such switches are wired into a bus with one line per bit of the output code.
Illumination
Keys may be illuminated. This is often to provide status indication, such as for the caps lock key. Keys can also be backlit by the switches.
The source of illumination was originally an incandescent lamp, which by the 1980s were largely replaced by LEDs. A lamp placed in the centre of the switch is good for lighting the entire keycap, while a lamp placed in the corner can be used to light a window in the keycap. Generally a switch series would only offer corner or centre lighting, but Cherry offered both options between their US and German factories, with Cherry USA providing corner-lit M4 switches and Cherry Germany providing centre-lit M71 switches.
With a static lamp, the illumination brightness varies by key travel, with the light being brightest when the key is fully depressed. To avoid this, some switches place the lamp directly into the plunger, and the lamp moves with the key. Omron’s B2H and B2R switches offered this functionality, as did Alps KCC and Clare-Pendar S950, as well as Fujitsu’s FES-8 and FES-9 reed switches. Micro Switch SD and Cherry M7 placed the LED inside the keycap instead. Such designs are more complex and in some cases more fragile or difficult to work with, as the lamp or LED requires sprung contacts which are sometimes external to the body of the switch.
Some switches offered two lamp positions: this is true of both Cherry M4 (one or two lamp positions depending on model) and Hi-Tek Series 725.
Force and feedback
The stiffness of keys—their resistance to being pressed—is to a significant extent a design choice on the part of the manufacturer. Also, to a significant extent, the decision to provide feedback through sound or touch is also a design choice. How “heavy” (stiff) or “light” (soft) a keyboard’s key response has always remained an unsettled matter, with manufacturers holding different opinions. Key response force is covered separately on the keyboard switch forces page.
Tactility
The resistance to being pressed, in conjuction with the amount of travel, constitutes tactile feedback in that the operator can feel the key being pressed and knows that the key registered. However, many switch types offer an extra level of feedback by way of a change in force. This can be a sudden reduction of force at the point of actuation, or a gradual reduction in force to “pull” the key in (on the basis that the operator continues to press as hard and thus the key travels faster as its resistance decreases). This deliberate change in force is termed tactile feedback and is intended to signal to the operator that the key has registered, allowing the operator to release the key and press another. Manufacturers have devised numerous methods over time of providing tactile feedback.
Rubber domes
Rubber dome keyboards are almost always tactile. The rubber dome inside the key collapses inwards once a certain amount of force is exerted on it, causing the key’s resistance to decrease suddenly. Rubber domes were found to offer a number of advantages over other keyboard types: quiet operation, inherent tactile feedback, cheap to manufacture through replacing metal springs with a rubber mouldings (often a single rubber sheet), and compatible with cost-effective membrane sensing. As such, they are universal across the consumer and office keyboard sectors, being found in all standard desktop and laptop keyboards. Their ubiquitous nature is such that it is no longer clear whether manufacturers intend for keyboards to be tactile, as the tactile feedback is inherent with the use of rubber domes.
Buckling rubber sleeves
“Buckling rubber sleeves” are discrete rubber domes with a hole in the top, which sit around the keystem and add tactility to the switch. Buckling rubber sleeves are most common in contactless switch systems where it is physically impossible to have inherent tactility in the design. Inverted sleeves are also widely recognised from their usage in Mitsumi’s KKQ (…) and KPQ (…) low-profile membrane types.
US patent 3767022 from Singer Co depicts a buckling rubber sleeve design as early as 1970. This was used with their optoelectronic switch system, which as a contactless system has no means of offering tactility of its own.
Audible feedback
Various manufacturers over time have concluded that audible feedback is a desirable property of keyboards. Here, some arrangement is made to generate a specific sound each time a key is pressed. In the case of IBM’s beam spring keyboards, there is often double audible feedback: the switches inherently generate a click sound when they actuate, and some keyboards use a clicker—essentially a solenoid—to create even louder clicks on top of the existing clicks.
While keyboards with a solenoid-based clicker or electronic beeper can be used with any switch type, there are also specific switch types that generate a click sound upon operation. This technique seems to have gained the most ground in the mid-to-late 1980s before falling out of favour during the 1990s. While switches with click feedback existed back in the 1970s, the mid-to-late 80s rise in office keyboards with Alps SKCM, Omron B3G-S and Cherry MX showed a surge in popularity of such switches. These switches were widely cloned by Taiwanese firms from the early 1990s onwards. The desire for quiet, open-plan offices reverted this trend as loud keyboards became a problem, possibly also as typewriters and impact printers faded away.
Shell
The shell, body or housing is the enclosure of the switch module, that guides and retains the plunger, spring and switch contacts. This is typically one or two pieces. One-piece types can be open at the bottom (in particular Micro Switch SW), or the plunger can occupy the entire top of the switch, as with Hi-Tek Series 725.
More commonly, the shell comprises a lower piece and an upper piece. The relative proportions vary; first-generation Futaba switches typically have a base cap that close off the bottom, while Mechanical Enterprises T-5 has a small clip-in retainer for the plunger.
Modern switches generally snap together, but it was quite common in the past for switches to be ultrasonically welded together. This was the case with Micro Switch SN (the fully-enclosed equivalent to SW), Datanetics DC-50 and Cherry M4, M5, M6 and M7. The rationale for ultrasonic welding is not known. This process required specialist equipment, and it was not without problems. Peter Cherry and Günter Murmann (both formerly of Cherry) reported that small pieces of plastic could break off (possibly sputter) and these could wedge between the switch contacts and render the switch inoperative. This was at least one of the factors resulting in Cherry deciding to change to snap-together shells. Ultrasonic welding, along with heat staking, has a long-term disadvantage of making switches unnecessarily difficult to service in ageing equipment, which is a particular problem when the supply of spare switches has dried up.
Ultrasonic welding and heat staking fell out of favour over time, with a shift towards snap-together shells. This was not done to improve the ability to repair switches, as they were cheap enough to replace outright. Rather, snap-together shells are a more cost-effective assembly technique, and the keyboard industry has for most if not all of its life faced pressure to reduce costs.
Mounting
Discrete-switch keyboards require some means of securing each switch in place. Important goals include ensuring precise key alignment so that the keycaps are all lined up correctly, protecting the switch terminals from excessive force (especially where they are formed from thin, flexible metal), holding the switches in place during the soldering process, and ensuring that the forces involved in typing (and in some cases keycap removal) do not crack or sever the solder joints to the PCB. Not all switches provide for each of these objectives.
In the 1960s, it was not uncommon for keyboards with discrete switches to have the switches held only by the PCB. Raytheon’s KBSM, KBSR and KBFR switches and Cherry’s reed keyboard switches had specially-shaped terminals that would lock into the PCB and hold the switch. Some other manufacturers produced switches that could be screwed to the PCB. This included Datanetics DC-50, introduced in 1973, where each switch was attached separately. Key Tronic’s and Maxi-Switch’s ganged switch modules were also affixed with screws, as were the little retainer covers in Maxi-Switch’s ultra-low-profile dome units. Micro Switch SD also permitted screw attachment, but a switch secured in this matter has yet to be observed.
Another 1960s approach was Micro Switch KB, where the switches are mounted to metal rails that run the width of the keyboard, a practice shared by other Micro Switch series. Notches in the rail combined with lugs on the switches guarantee correct spacing and prevent the switches from sliding along the rails. This design was copied by RAFI and seen with their magnetoresistive and RC 72 keyboards introduced in the early 1970s. Alps Electric used their own mounting bar arrangement in their reed switch keyboards.
With SW Series, which was introduced in 1968, Micro Switch decided to attach each switch using a pair of thin sheet metal loops formed from a single pressing spanning multiple keys (often a complete row); these pressings were riveted to the PCB. The use of these mounting frames supposedly helped prevent keystroke impact from being felt by the PCB (which would jeopardise the solder joints) but how this is possible is not known.
Of those designs that attach directly to the PCB, it is common for them to have fixing pins moulded into the base. These are studs that fit through holes in the PCB. These pins can grip the PCB prior to soldering, and they prevent the switch from twisting. An alternative approach used especially with the smaller Alps, Cherry and Mitsumi switches, is additional solder points. This can be by way of an internal jumper, or in the case of Alps SKFL and the miniature Mitsumi switches, pins formed from the metal lid of the switch.
Micro Switch SN Series switches have one of the most unconventional methods: each switch is fitted with a self-adhesive strip that secures the switch onto the PCB. These switches are intended for control panels rather than keyboards, but they have been found in the occasional industrial keyboard.
Plate mounting
From the start of the 1970s, the idea of plate mounting took hold, with many manufacturers adopting it. Here, each switch snaps into a hole stamped into a sturdy sheet of steel or (in rare cases) aluminium. A pair of plastic clips moulded into the shell of each switch retains the switch in the mounting plate; by releasing these clips, the switch can be removed. Keystroke impact is isolated from the PCB, and the overall assembly process is significantly simpler than the alternatives. The plate also serves the purpose of maintaining precise keycap orientation: none of the switches can be mounted at an angle or twist out of position afterwards. Cherry adopted the plate mount method somewhere around 1971 with 261 and 262 keyswitches (later renamed M6), and Elec-Trol advertised their own Snap-Lock Datakeys plate-mounted reed switches in 1970. Micro Switch would adopt plate mounting in 1975 with SD Series.
Another cost-cutting approach was to retain the use of a full mounting plate, but mould it from plastic instead. Various manufacturers took this approach, including Tai-Hao with their APC keyboards, Nan Tan Computer with their KB-6250 range of keyboards, and Acer with some variants of their semi-mechanical keyboards. The use of plastic plates is likely to have come about somewhere around the start of the 1990s, although details on this are not clear.
Moulded array
The use of a heavy steel plate was felt by some manufacturers to be an unnecessary expense. Finding an alternative method to keep all the switches correctly aligned and reliably held would bring cost savings. Around 1973, Hi-Tek Corporation introduced their switch array system retroactively named “Hi-Tek High Profile”. Here, all the switches are formed as a single moulding. This design was later copied by Stackpole around the end of the 1970s. Mechanical Enterprises would later produce a broadly similar design, Sabrecoil, introduced somewhere around 1979 (the exact date is not known). Both Hi-Tek and Stackpole still produced corresponding discrete switches, available in single units or blocks, including arrangements such as 1 × 4 and 4 × 4 key stations. These moulded arrays were then secured to the PCB using screws, with (in some cases at least) alignment studs that fit into holes in the PCB (as found with the IMSAI IKB-1.
Interlocking switches
The disadvantage of the single-array moulding method is the need to set up a fresh moulding arrangement for every new keyboard layout. An alternative option is interlocking switches: each switch slots into those adjacent to it, forming in effect a solid block of switches. The oldest-known example of such a design is that of Hathaway Instruments, who filed a patent for interlocking reed keyboard switches in 1971. Hathaway’s design offered horizontal interlocking only, with end pieces to secure all the rows together.
RAFI filed German patent 2516527 “Keyboard with illuminated keys - has each key square housing provided with dovetail grooves and ribs parallel to key motion” in April 1975. No details of the switches are shown: the patent is solely for their interlocking system. RAFI’s design has both row and column interlocking. The design as patented only allows half-unit stagger, making it unsuitable for computer keyboards that require quarter-unit stagger.
Hi-Tek Dovetail Series uses a design very similar to that of RAFI’s, but with support for quarter-offset stagger. Hi-Tek’s design, the first patent for which being filed in 1983, is well-known from keyboards. Hi-Tek’s design was a compromise: the main keyboard area was still supplied as a single moulding, with additional keys affixed to it using the dovetail assembly. This way, the majority of the keyboard could still be a single moulding, but additional key stations could be added without the need for any additional mounting hardware besides more screws. Keycap alignment was assured, as was the rigidity needed to protect the switch terminals, as these additional keys were locked firmly in place against the main array.
Stackpole’s KS-200E series is another interlocking type, although in most cases KS-200E keyboards used a single moulded array with no interlocking joints. Unlike Hi-Tek’s design, the interlocking variant is seldom seen, and it’s not clear how the interlocking was meant to be used. The KS-200E advertisement shows a keyboard that could have a main array with edge interlocking (as per Hi-Tek Dovetail Series) or that could be composed solely of single interlocking switches.
Angle
It has always been a common expectation that keys towards the rear of the keyboard should be higher up than keys towards the front. Modern desktop keyboards typically have retractable feet to tilt the keyboard accordingly, and some laptops offered the same, such as Apple’s early PowerBook models. This raises the question of what angle the tops of the keycaps should present. Manual typewriters used a stepped or “staircase” profile, with the top of each key level (horizontal). With keyboards, this was at the discretion of the manufacturer or the customer.
Where a typewriter-like stepped profile file was required, a means was needed to angle the keycaps in the opposite direction to the slope of the keyboard itself. Tilting the keyboard means tilting all the switches with it. A common approach was to then tilt the keystem on the plunger by the same or similar amount in the opposite direction. Typical keystem angles fall in the range of 10–12°: 10° for Cherry, Raytheon and Controls Research Corp, 11° for Clare-Pendar and Micro Switch SD and 12° for Datanetics DC-50. Micro Switch SW appears to use a more unusal 13°. Tilting the keystem allows for the same keycaps to be used regardless of keystem angle. It was also possible for the upper surface of the keycap to be sloped relative to its base, allowing for the same switches to be used regardless of keyboard angle.
Various manufacturers chose instead to angle the entire switch: the bottom of the switch could be flat (parallel to the top and perpendicular to the sides) or sloped, such that with the keyboard tilted, the switch would be vertically upright, with its angled base resting flat against the raised-up PCB. Typically the use of an angled base was an optional choice. Manufacturers offering angled-base switches included Navcor (who filed US patent 3311210 “Sloping panel keyboard mount” in 1965 for the idea), Raytheon with their KBSR and KBFR reed switches, George Risk Industries with their Series KB reed switches, and Fujitsu with FES-5 (introduced around 1972, but the tilted base is so far only seen in a 1975 article). There is also an unidentified Soviet-era switch with the same principle. The use of a tilted base is so far only known from reed switches.
Terminals
Design
Current keyboard switches (Cherry MX, Omron B3K, Matias) all follow the same design principle that there is no distinct movable contact piece. The movable contact’s terminal is formed from the same piece of sprung metal as the contact itself. This is why it is very common to receive a pack of switches with one or more bent terminals. (It is not clear how this is addressed in automated assembly, where machinery would be less impressed with incorrectly-shaped parts.)
A number of mechanical types are notable for having found a way to have both terminals be stiff and not prone to being bent; examples include:
- Alps SKCC, SKCK/SKCM and SKCP series: the “switchplate” contact assembly uses a foil sheet as the movable contact; one terminal bears the stationary contact, and the other is pressed against the foil sheet.
- Futaba MD, MR and ML series: the terminals screw into the switch, and push through holes in separate pieces of metal that form the two contacts.
- MEI T-5 series: the movable contact is a piece of spring wire wrapped around one of the terminals.
- Omron B3G-S and Alps-style: these use a “switchplate”-like contact assembly where the movable contact appears to be a phosphor bronze leaf spring that is attached to one of the terminals
Terminal sealing
The terminals of a switch generally protrude through holes in the shell. Although these holes are generally barely larger than the terminals themselves, it seems that there is always some risk of foreign material ingress unless the shell is a fluid-tight fit against the terminals.
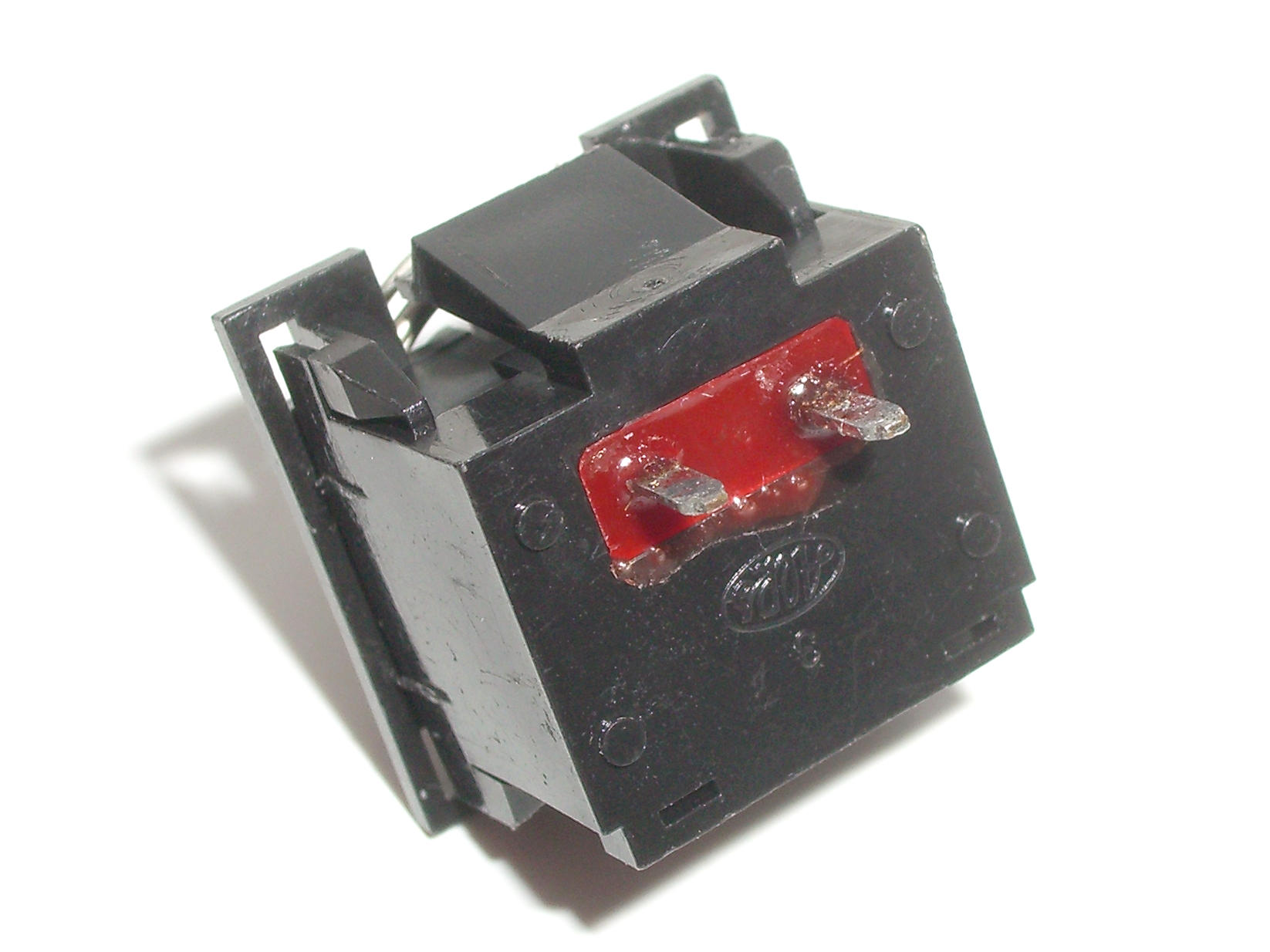
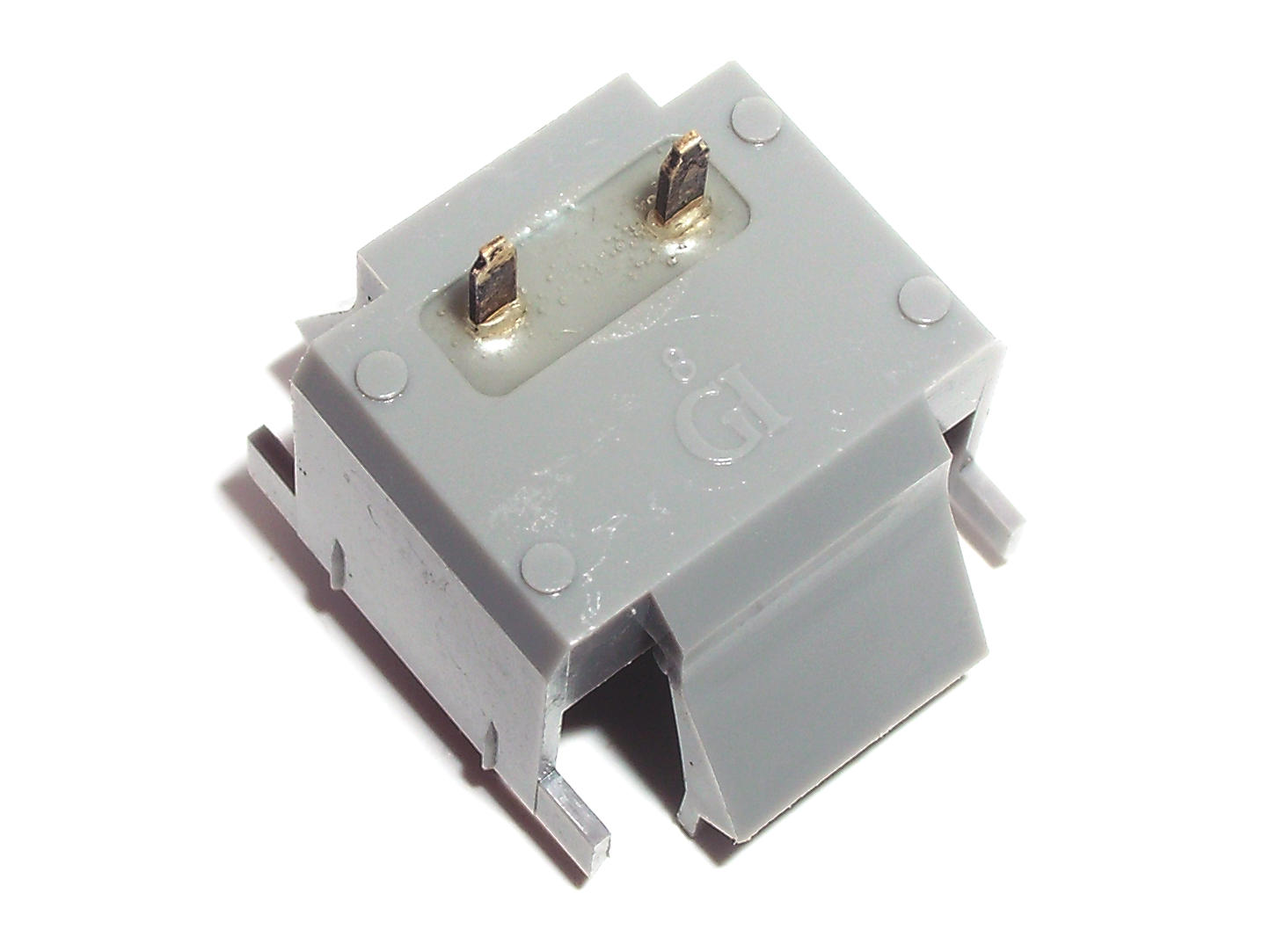
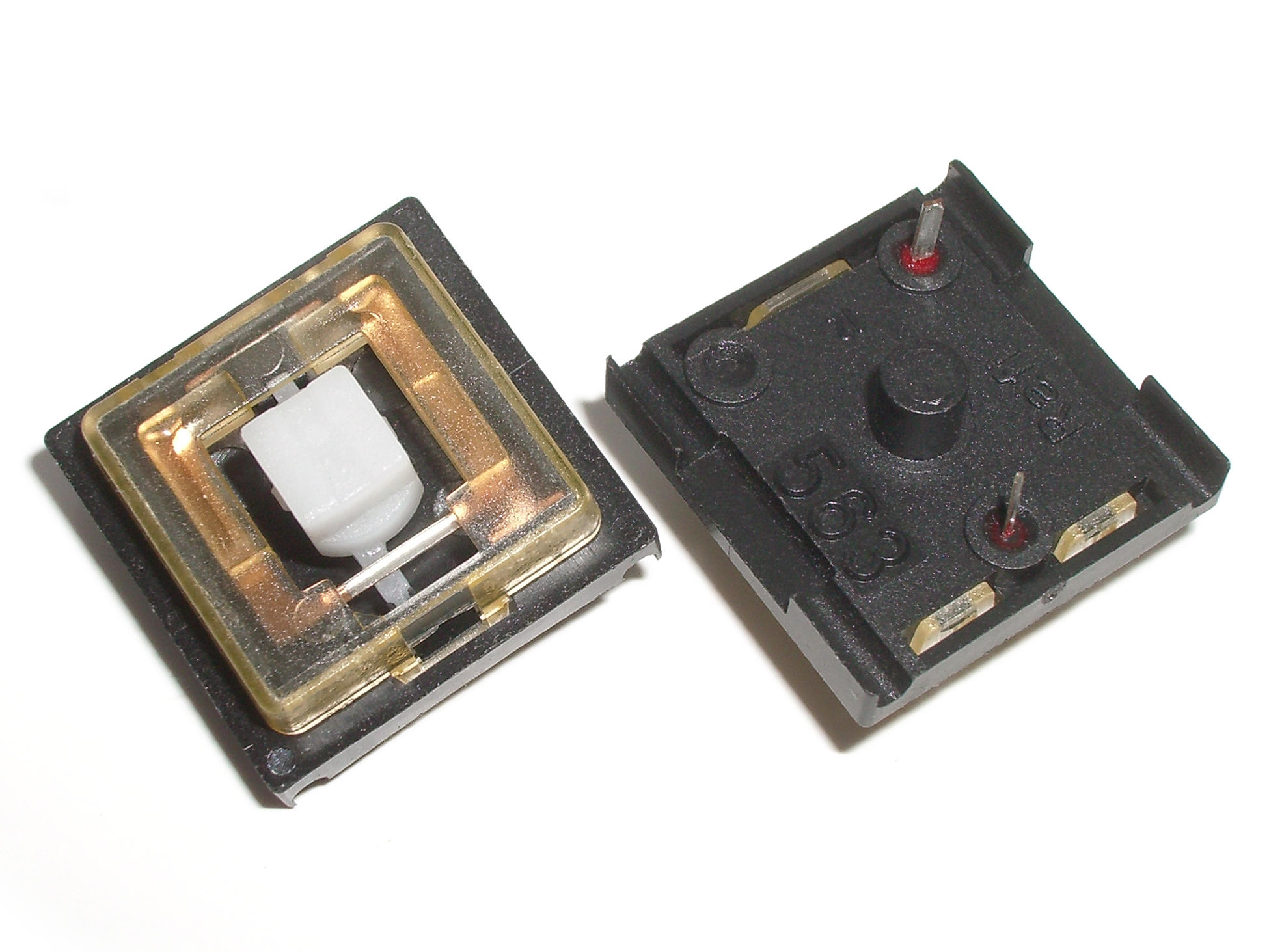
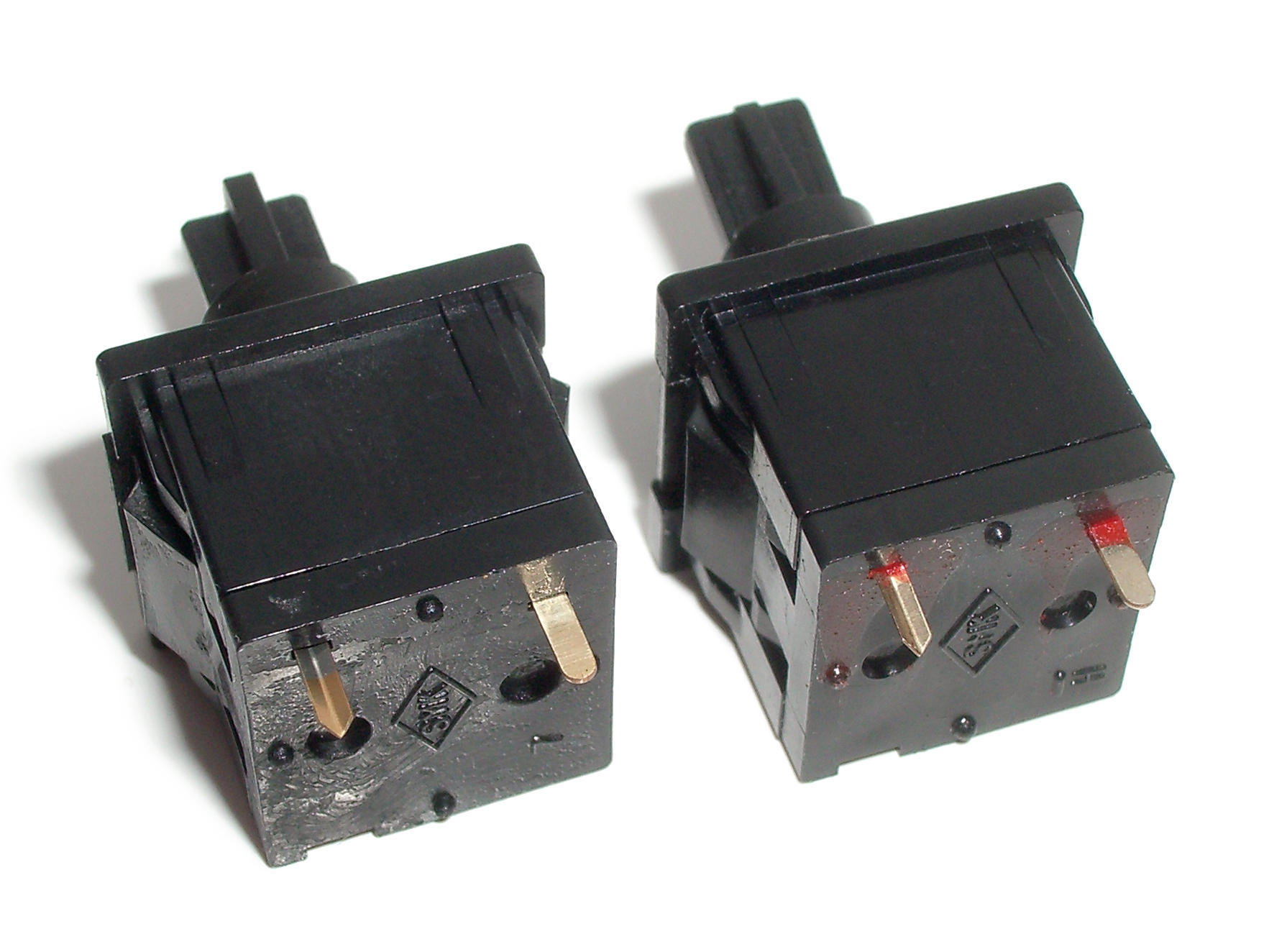
A number of switch types have been found with the terminals sealed with some kind of material that set hard. This material can be soft or hard, and may flake when scratched. In the case of C&K KS Series, the substance used is epoxy. Examples of this practice are depicted below:
Most Cherry keyboard switch types have terminals that are an extremely tight fit. In some cases the shell looks to have been stretched downwards, as though the terminals were forced through the shell with the application of heat. The exact assembly process and the reasons for it appear to be lost, but it would stand to reason that a fluid-tight fit was intended.
No manufacturer has yet been discovered to provide comprehensive details on this problem, but various information does exist that helps paint a picture:
-
Cherry’s Switches & Keyboards Catalog C-73 notes the following:
Cherry Key Modules are ideal for electronic desk top calculators. To install individual Cherry Key Modules in a calculator, care is necessary when soldering to avoid contamination of switch contacts.
Some helpful hints on soldering are contained in Cherry’s Detailed Procedure for Process Control on Wave Solder Machine. Copies are available upon request. Just write or phone New Products’ Manager.
- In August 1976, the UID Electronics Division of AMF Incorporated placed an advertisement in Computer Design magazine for their single and quad-ganged pushbutton assemblies (see Reference material below). The quad-gang switch assemblies are depicted pre-soldered to a printed circuit board, allowing customers to simply slot this board into their product. UID wrote: “AMF/UID announces a new single and four-station push-button switch mounted to its own integral printed circuit board for quick connection. That means you can drop some time-consuming steps from your manufacturing process and avoid flux contamination and related problems.”
- Data Interfaces advertised switch models DI-100 and DI-104 (in 1976 and 1977) as having sealed terminals in order to allow soldering. While this is not a very precise explanation, it is a suggesting that sealed terminals protect against some aspect of the soldering process.
- SMK JM-0400 mechanical switches could be ordered with sealed terminals; this seems to have been poured into the switch.
- Alps KFL Series switches (introduced around 1983) have a curious trait of having the terminals enter the switch high up at the side. The reason for this is not known, but it would not come as a surprise to find that it was done to avoid fluid ingress during PCB assembly. In 1986 they filed a Japanese utility model that was reprised in 1987 as US patent 4760225 “Push button switch having a frame member for preventing solder penetration of switch contacts”, seemingly for SKFM/SKFN Series. Further, both KCC Series and KCL/KCM Series supported terminal sealant.
- In their Electronic Engineers Master 1988–89 and 1989–90 advertisements, Mechanical Enterprises noted that their T-15 switches, with their sealed contacts, “may be easily wave soldered and aqueous cleaned along with other components.” Rather than seal the whole switch, or the terminals, the contact themselves were contained within a rubber tube. (Note that this does not apply to the unsealed T-15 type with conductive rubber contacts.)
-
In their Electromechanical Components 2001 catalogue, RAFI noted:
Following momentary/latching keyswitches can be flow-soldered:
-
Momentary/latching keyswitches with sealed bottom and sealed terminals:
- Momentary keyswitches RS 74 M with increased ESD-strength
- Keylock, code and rotary switches
- All momentary/latching keyswitches RS 76 C (Hall-IC)
-
Momentary/latching keyswitches with sealed bottom and sealed terminals:
-
C&K KS Series switches offer a choice of epoxy-sealed terminals. C&K provided two reasons for this practice: to help keep soldering process residue out of the switch, and to help keep the terminals positioned securely. On their website under Soldering Profiles, C&K note the following:
Most manufacturing and field problems experienced by users of unsealed switches are caused by contamination of the internal switch contacts during soldering and cleaning processes. Switches may become intermittent, especially in low power applications, and may become open during factory testing or later in the field. Care during soldering and cleaning can prevent most process contamination problems encountered.
Contamination can occur in both hand soldering and machine soldering processes. Hand soldering and cleaning are acceptable with properly trained personnel, small diameter solder (.030-.040 in.) and low wattage soldering irons (25-40 watts max.). Solder time is approximately 3 seconds maximum. Do not immerse or spray the unsealed areas of the switches with cleaners during flux removal.
- In their 1993 Keyboard Switches/Tact Switches catalogue, Alps noted that “Flux build-up … refers to entry of flux at the switch contact points, etc. due to heat at the time of inserting and soldering a switch on P.C. board. Since the flux is nonconducting, its build-up causes bad switch contact.” Under the entry for various elastic contact switches (including SKEY and SKEL)—whose stationary contacts and terminals appear to have the housing moulded around them—they also write, “Insert molding in the contact prevents flux build-up during soldering and permits auto-dipping.”
In general, it would seem that both hand soldering and automated soldering processes carry risks of introducing both cleaning fluids and solder into the switch, where it could contaminate the contacts. It may be that fluids could “wick” up the terminals, passing through even a very narrow gap between the terminal and the shell.
Travel
The amount of vertical motion, or travel, is to some extent a manufacturer’s choice. The amount of switch travel in the 1960s and 1970s was unconstrained, while in the 1980s onwards it was limited by DIN ergonomic standardisation and in the 2000s onwards by the crippling size constraints of notebook computers. A higher level of travel affords better feedback to the operator that a key was pressed, but longer pretravel means that the key must be pressed further—and thus for longer—before it registers, which slows down typing rate.
Plunger
In Omron’s article Hall IC Keyboard Switches Become the Leading Type (Yoshikazu Kitao, JEE, August 1978, pp. 27–31), the author stated:
The plunger, which is the only movable part, is formed from high wear-resistant plastics with a round-shaft construction which allows a wide movable contact surface and insures good operability.
This article describes their B2H Hall effect switches, but the same design was also used with B3G and B2R.
Plunger guide shaft
Two ultra-compact switch series, Cherry ML and Mitsumi KLT, are notorious for binding problems. They tend to work fairly well when pressing a single-unit key centrally, but pressing the sides of a key, or pressing an un-stabilised wider key tends to result in binding. Cherry’s G84 keyboards have stepped keycaps on the unstabilised wider keys, possibly to prevent operators pressing the key beyond the limitations of supported key width.
No formal investigation into these switches is known, but one possible cause is the very short guide shaft for the plunger. A certain amount of play is required in any switch, to prevent excessive friction at the extremes of manufacturing tolerances. However, with a short guide shaft for the plunger, it would seem that the plunger is able to tilt further and thus more readily reach an angle at which it will no longer fit down the shaft, and get stuck. Cherry offered a “robust” version of ML with a taller guide shaft, but chose not to use these switches in their G84 keyboards, and subsequently discontinued them. A comparison of the regular and robust types would help in understanding the problem, and whether Mitsumi KLT would have benefited from a similar adaptation.
Reference material
All material was scanned by Bitsavers unless otherwise noted.
- UID Electronics push-button advertisement, Computer Design, vol. 15 no. 8, August 1976